ROXOR Precision Blasting Systems
When the highest demands for reliability, longevity, and strength of thermally or mechanically stressed lightweight components must be met, surface treatment via shot peening is the most cost-effective solution. All relevant process parameters – including blasting media quantity, blasting pressure, nozzle movement, and workpiece handling – must operate within tight tolerances to ensure a reproducible blasting process.
Our processes are specifically developed for strengthening aerospace engine components. The distinction between methods is determined by the intended application.
ROXOR Precision Blasting Systems
When the highest demands for reliability, longevity, and strength of thermally or mechanically stressed lightweight components must be met, surface treatment via shot peening is the most cost-effective solution. All relevant process parameters – including blasting media quantity, blasting pressure, nozzle movement, and workpiece handling – must operate within tight tolerances to ensure a reproducible blasting process.
Our processes are specifically developed for strengthening aerospace engine components. The distinction between methods is determined by the intended application.
Shot Peening
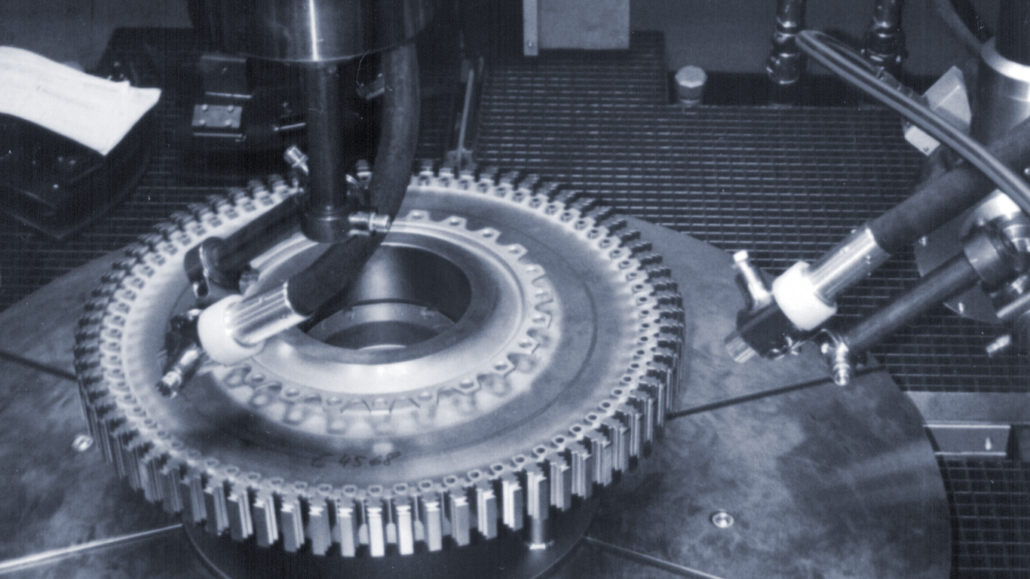
roxor shot peening machines are utilized by established suppliers in the aerospace industry and manufacturers of aircraft engines. The complex external and internal contours of the predominantly rotationally symmetrical workpieces necessitate the use of different blasting tools, resulting in processing times of several hours. These systems are designed to treat intricate and hard-to-reach areas on components with the utmost precision.
Technical Specifications
| Blasting media | Steel, glass, or ceramic beads |
| Blasting system | Continuous blasting system with multiple dosing and flow rates of up to 10 kg/min |
| Nozzle movement | ABB, Stäubli, or Motoman 6-axis robots |
| Workpiece movement | Rotary tables as additional robot axes |
roxor quality features
- High machine availability due to multiple rotary tables
- Fully automatic tool change
- External and internal blasting with customized parameters
- Speed measurement at the blasting media exit point
- Shape sorting of blasting media beads
- Automatic adjustment of nozzle movement based on workpiece measurements
- Adjustable double-sided nozzle for complex geometries
- Blasting protocols compliant with SAE AMS aerospace standards
Peen forming
roxor peen forming machines are deployed at leading aerospace suppliers to minimize residual stresses in cylindrical and spherical components. Simultaneous blasting of both workpiece sides can be performed using different bead diameters. The blasting process occurs in multiple cycles, with the workpiece measured after each pass.
Technical Specifications
| Blasting media | Different steel beads |
| Blasting system | Continuous blasting system with multiple dosing options and flow rates of up to 30 kg/min |
| Nozzle movement | KUKA 6-axis robot |
| Workpiece movement | Overhead transport system with rotary mechanism |
roxor quality features
- Simultaneous processing of both workpiece sides with different blasting media
- 100% separation of blasting media during recycling into media silos
- Contactless measurement of the workpiece surface inside the blasting cabin
- Automatic adjustment of the blasting program based on workpiece measurements for the next cycle
- Hanging workpiece handling between setup station, blasting system, and external inspection station
- Volumetric media dosing with flow fluctuations
- Partial post-treatment of individual components
- Blasting protocols compliant with SAE AMS aerospace standards
Activation Blasting
roxor activation blasting machines are used by leading global aircraft maintenance facilities. Small batch sizes require frequent and rapid switching between different blasting media types.
Technical Specifications
| Blasting media | Corundum F20 to F120 |
| Blasting system | Continuous blasting system with multiple dosing options and flow rates of up to 4 kg/min |
| Nozzle movement | ABB 6-axis robot |
| Workpiece movement | Rotary table as an additional robot axis |
roxor quality features
- Rapid switching of blasting media types via dedicated screening machines and mobile media silos
- Integrated calibration station with automated measurement
- Mobile shaft blasting device, positionable on the rotary table
- Frequency-controlled exhaust filter with cartridge filtration
- Minimal blasting media deposits in the blasting cabin thanks to automated cleaning
- Energy savings through recirculation of filtered blasting cabin exhaust air
- Short transfer time from blasting to Thermospray process via automated workpiece cleaning and direct transport line
- Monitoring of blasting hoses outside the blasting cabin
- Blasting protocols compliant with SAE AMS aerospace standards
Clean Blasting
roxor clean blasting solutions are used in various industries to efficiently remove unwanted layers such as paint, dirt, and oxides. Depending on the workpiece geometry and level of contamination, specialized blasting tools are employed to thoroughly clean even hard-to-reach areas – with precision, material protection, and process reliability.
Technical Specifications
| Blasting media | Glass beads, corundum |
| Blasting system | Continuous blasting system with multiple dosing options and flow rates |
| Nozzle movement | 6-axis robot |
| Workpiece movement | Rotary table as an additional robot axis |
ROXOR Quality Features
- roxor dosing system ensures complete removal of unwanted layers without damaging the base material
- Crushing and dislodging of contaminants
- Thorough cleaning of surfaces from paint, dirt, and oxides
- Workpiece preparation for optimal downstream processing
- Blasting protocols compliant with SAE AMS aerospace standards

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}